ボアUP作戦
その2 組上げ・走行
|
| ■ |
3月11日 組上げ
シリンダーのバリ取り、タイミング修正を施し、折角ですのでポート加工・タイミング変更しました。
ピストンは吸気孔を開け、スカートも約2mm長いのでグラインダーで切削を施しました。
組上げる前に再度、シリンダー、ピストンは600番のペーバーで研ぎ、灯油で洗浄後、オイルをタップリ塗り組みます。
シリンダーヘッドは0.8mm面研したものをセットしました。念入りにシリンダーのセンター出しを行い、締め付けます。
以前より高い圧縮力を足で感じます!
60:1の混合ガソリンを給油して、キーをON、エンジンは無事初動・・・。 |
| ■ |
3月18日、20日・24日
慣らし用、駆動系、キャブ系のセッティング |
|
| 排気量アップと馴らしの為の変更点 |
UP前 |
慣らし時 |
| クラッチ |
2JA改 |
2XX |
| クラッチスプリング |
20%強化タイプ
(5,500 ~ 5,800rpm) |
ノーマル
(4,000 ~ 4,500rpm) |
| ウェトローラー |
30g
(変速9,200rpm)
|
39g
(変速8,000rpm)
改良タイプのシーブ使用の為変速タイミングが高いです。 |
| スライドシーブ |
改良タイプ |
改良タイプ |
| キャブレター |
TZMΦ18、BOX付
|
TZMΦ18、BOX付 |
| メインジェット |
112.5 |
130 |
| パイロットジェット |
27.5 |
32.5 |
| プラグ |
BP9EV |
BP9EV |
| オイル(TTS分離+混合) |
ノーマル |
60:1の混合 |
|
|
さて、
気になる走りの方ですが、以前にも増して確実に全域でトルクアップしてます。
クラッチイン後に不用意にハンドルを引くと簡単にフロントアップします。
特に駆動系が冷えている時は、200ポンドもある私が乗車してもスタート時にアクセルワークに気を付けないとパワーウィリーします。
平均体重人が乗ったら・・・最高です!!
プラグの焼けぐわいは湿り気のある黒色、ハッキリ言って濃い目です。
慣らしを行っているので、重めのウェトローラー探し出して変速を6,000rpm前後に調整いたいです。
慣らしは、100km程走行して、エンジンを再度ばらしてシリンダー、ピストンのアタリ具合をみます。
問題なければ、本格的にセッティングを煮詰めます。
その前に排気量が90ccを超えたのでナンバーをイエロから、ピンクに変更します。私が住んでいる町の役場では現在使用している
ナンバーと印鑑さえあれば簡単に変更が出来ます。自賠責保険の切替もします。 |
|
 |
| ■ |
加工代 |
|
純正流用91cc仕様加工経費
| 商 品 名 |
単価(円) |
| JOG80シリンダー |
14,800 |
| ピストン |
2,300 |
| ピストンリング |
2,700 |
| ピストンピン |
380 |
| ピストンクリップ |
140 |
| ボーリング加工代 |
8,000 |
| シリンダー加工代(旋盤加工) |
3,000 |
| ヘッドガスケット製作 |
1,000 |
| 合 計 |
32,320 |
|
|
| ※ |
注意 パーツ代は2001年2月時点の金額です。 |
|
金額単価は私が支払った金額であり同じ様に製作した場合、
この金額で出来るかは保障出来ません。
やり方次第では安価に仕上げられると思いますが・・・。 |
|
|
| ■ |
製作加工費、手間を考えると、市販キットを購入した方が良いかもしれませんね。
でも、市販品はこの仕様の排気量3~8ccアップで45,000円ですからね・・・。
私はこれで満足してます!! (^o^)
純正ピストンですから、オーバーサイズも有るはずです。しかも、専用のボアUPピストンも有ります。
そうです!焼き付く度に排気量がドンドン増えていきます!!(限度はあります)
|
|
| ■ |
御覧になられた方には、何の心配やミスも無かったと思われてたでしょうが、
オット! ドッコイ!!実は・・・ (-◇-)
|
ところが・・・・
|
今回、使用したピストンは、^^
スズキ アドレスV100(Φ52.5)
シリンダー上面 1.0mm削除(不要)
〃 下面 2.5mm削除
※難題がありますので、下記の表を見て下さい。 |
※ シリンダー上面を1mm切削した為に、この様な結果になりました。
ヘッド面研
(mm) |
ヘッドガスケッド
純正 |
ベースガスケット
純正 |
圧縮圧力比
(kg/㎝3) |
備 考 |
| 0.8 |
1枚 |
1枚 |
16 |
危険!ケッチンを味わいました |
| 0.2 |
1枚 |
2枚 |
14 |
危 険 |
| 0.2 |
1枚 |
2枚 |
12 |
間に合わせ |
| 0.2 |
1mm |
1枚 |
12 |
ヘッドガスケットを自作 |
※空冷の場合、圧縮圧力比がは12kg/cm3(ハイオクガソリン使用時)を超えるとデトネーションの心配があると考えています。
理想は、8~9kg/cm3が安全圏内だと思います。
※シリンダー上面を1mm切削した事による問題!
ピストンヘッドの形状、シリンダーヘッドの容積がノーマルのままなので、予想より圧縮圧力比が高く成りました。
■打開策
ノーマルヘッドを持たない為、0.2mm面研のヘッドを使用
1mm厚の銅板を購入し自在カッターとドリルを使用し自作しました。
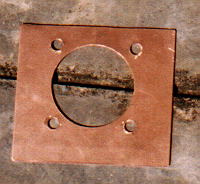
最終的には、旋盤屋さんでアルミ製で製作
|
|
| 参考:シリンダー切削加工寸法 |
| 注意:ピストンピン中心より、ピストンヘッドトップ迄が約3mm短い、測定の数値を前提に表記してます。 |
|
| ■ |
シリンダー下面切削加工で、掃気タイミングを0.5mm早める場合 |
|
下面 2.5mm削除、上面切削は無し。
|
| ■ |
シリンダー下面切削加工で、ポートタイミングを変更しない場合 |
|
シリンダー切削加工は、下面は2.5mm削除、上面切削は無しノーマルヘッド、ノーマルヘッドガスケット1枚、これで圧縮圧力比、約12kg/㎝3に成るはずです。
|
| ■ |
お勧め(シリンダー下面切削加工で、掃気タイミングを0.5mm早める場合) |
|
下面 2.0mm削除、上面切削は無し。
シリンダーヘッド面研なしノーマルヘッドガスケット1~2枚。
|
| ■ |
注 意 |
|
これはあくまでも私個人の考えであり、エンジンのチューニング度、チャンバー、ビックキャブ使用時では更に変わると思われます。必ずコンプレショーンゲージを使用して調整してください。更にプラグ、ピストンヘッドの焼けぐわいを見ながらセッティングをすと良いです。
|
|
| ■ |
二次エアー |
|
シリンダー下面 2.5mm切削した事により、切削前には干渉していなかったクランクケースとシリンダーの一部が干渉してしまい、
完全に密閉状態に成りません。問題の場所はリードバルブの下付近に隙間が出来て、その部分から混合ガスが漏れ、そこから逆に
エアーを吸い、混合気が薄くなりチョークを効かせないとエンジンが初動しない状態になり、やばかったです。
発見するまで日数を要しました。(^^;; |
| ■ |
症状 |
|
初動時に通常とは異なる甲高い音がします。
エンジンが始動しても、いきなり吹け上がります。ジェット類を調整してもアイドリングしません。タイヤが漏れた混合気で僅かに濡れます。
|
| ■ |
対処法 |
|
シリンダーと干渉するクランクケース部分をリューター等、切削するか、干渉するシリンダー下面の切削再加工しました。
その際の加工寸法ですが、シリンダー下面、2.5mm切削とは別に外形を最小直径90mmに切削。切削量は、0.8~1.0mm迄、これを
超えるとリードバルブ固定のネジ穴の強度に問題があると考えていますので慎重に!
クランクケースも念の為にリューターで切削いました。
※ シリンダー下面 2.0mm切削ならば、恐らく何ら問題は無いとは思いますが、ノーマルマフラーで、掃気タイミングが1mm早くなるのは
考えものです。 |
 |
矢印の部分を切削加工しないと、クランクケースと干渉して隙間が出来ます。
この部分をΦ90×0.8mm切削
|
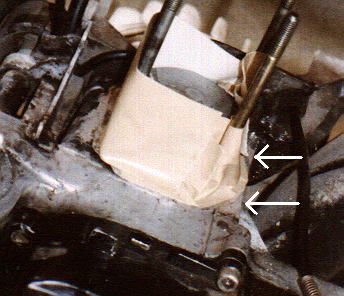 |
矢印の所が干渉するので、ついでに切削します。
※この加工を綺麗に施せばシリンダー加工は必要にないと思います。 |
※ 加工の注意点
■クランクケース切削の場合は削りカスが、クランクケース内に落ち落ち込まないように注意して下さい。
■シリンダー下面の切削再加工も、リードバルブ、マニホールドの固定ネジ穴との肉厚が薄くなるので注意して下さい。 |
3:50タイヤを履いて高速走行したら、マニーホールドと接触しました。
(停止時には接触しませんが、高速走行時には遠心力で外径が膨らんで接触!)
※3:00若しくは、90/80サイズのタイヤなら問題無いと思います。
|
 |
| 対策法:フライス盤で、次の切削加工をしました。 |
 |
シリンダーリードバルブ装着面を1.5mm切削。
一次圧縮比が若干アップします。(^^)
マニーホールド自体の切削加工は困難ですので、リードバルブ、マニーホルド側を1mm。
|

ピストン重量比較
|
| ピストン名 |
重量(g) |
| JOG80 ノーマル |
95.6 |
| キタコ JOG・アクシス90アップ用、54Φ |
122.1 |
| アドレスV100 ノーマル改 |
102.8 |
注:ピストン単体の重量です。
計測には友人の業務用デジタル計測器にて測定。 |
|
| 上記のピストン重量表を見て頂くとお解りの通り、V100のピストンを使用してのボアUPは重量バランスの面を考えると非常に良いのでは無いかと自分は思っております。(^^; |
|
あとがき
実は私が何故、Φ52.5のピストンを使用してまでボアUPをしたかと申しますと、セコイ考えでありますがボアUPすれば自ずとシリンダー等の
寿命が大幅に縮みます。その度にボアUPキットを購入してたらお金が足りません。そこで、寿命がきたらオーバーピストン(V100用φ53.0、53.5)、
社外品のUPピストン(アドレスV100用)Φ54で再ボーリングすればシリンダー代が浮きます。そんなセコイ考えから、製作にトライしてみました。
だって! 『低予算?で、静かで速い? スクーターを製作課題』が、タイトルですから!ご理解を(^^;;
ボアアップ作戦は、とりあえず終了?m(_ _)m
次は水冷化だ!! |
| シリンダーベース面切削量 |
2mm、排気・掃気タイミング約0.8mm早まり良いかと思います |
| シリンダー上面 |
面研無しで、好みでガスケットにて調整 |
| リードバルブ側 |
3:00若しくは、90/80サイズのタイヤなら問題無いと思います |
| クランクケース |
シリンダーとの干渉を考えると削り取った方が安心です |
| ピストン |
12,000rpm以上回る場合、吸気孔を新設しない方が良いです。 |
2003年
アドレスV100のピストンを使いたい理由が二つあります。
①ピストン重量が他の物より軽量
②私の町乗りJOGには、47.6mmにクランクを入れロング化してます。(ノーマルは、42.0mm)
JOG90系のボアUPピストンを使ってロング化を施すと、シリンダー上面よりピストンヘッドが飛び出します。
ところが、アドレスV100のピストンはノーマルピストンに比べるとヘッドが約2.8mm短いので飛び出さず、理想と思われる位置なります。
さらに2.8mm短い分、一次圧も向上し、軽量化できます。さらに純正のベースガスケットを噛ませる事で、0.5mm単位でタイミングを早められます。
47.6mmクランクを使われている方には、お勧めです。(^^)
※ノーマルクランク使用の場合、各ポートのタイミングが約2.8mmも早まり、二次圧も低下しますので、シリンダー加工を必要とします。
これを逆手にとって、ベース面の切削量を調整すれば、ポート加工無しでタイミングを早める事が出来ます。(^^) |

ホームへ
|